系统功能
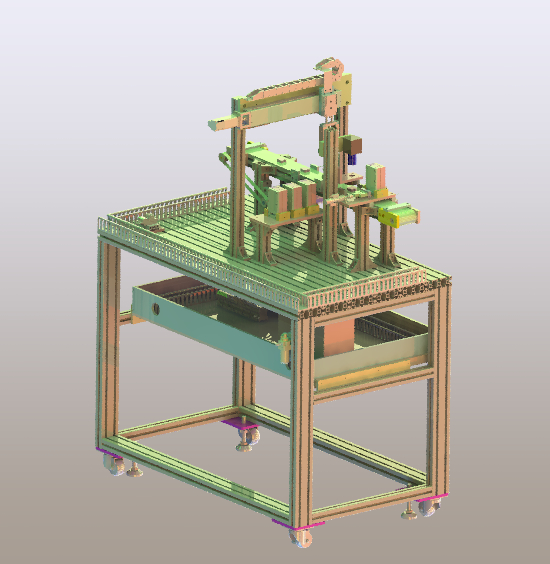
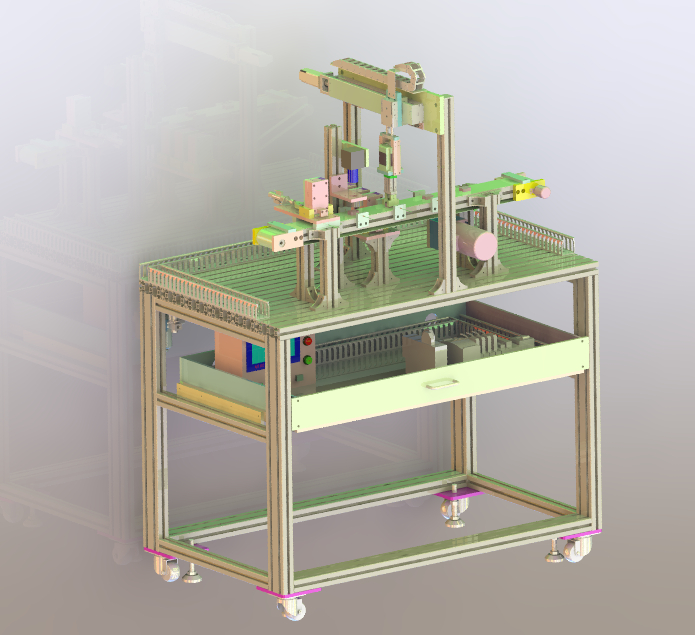
设备以机器视觉系统为核心,将机械、气动、电气控制、变频调速、传感检测、PLC控制等先进技术进行有机整合,以实现全自动生产线的自动检测和自动排除。
工作模式
设备支持静态检测和动态检测。
静态检测:可在检测平台上进行,检测完成后,依检测结果系统亮绿灯或红灯报警。
动态检测:在皮带上进行,由自动供料装置将零件推至输送线上,零件由其带动前进。光电传感器检测零件流至,则触发机器视觉系统自动检测识别零件,如为良品则由良品收集装置收集,如为不良则由不良收集装置收集。
设备具有各类安全保护如漏电保护、短路保护、动作光电保护等。
设备具有高度灵活性,可完整地根据设计进行各种不同的基于设备结构的实训。
性能指标
检测系统配置:百万像素彩色工业相机*1,百万像素黑白工业相机*1,百万像素FA镜16mm/25mm/50mm各1,环形光源/穹顶光源/平面光源各1,工业PC等,常见检测系统软件18套
本系统基于机器视觉技术,结合多项机电一体化技术,在教学中可进行多方面的应用。
1. 传感器技术的应用
2. 气动技术的应用
3. 伺服驱动控制
4. 变频调速控制
5. PLC程序编程与调试
6. 机器视觉系统光学结构及图像采集功能编程与调试
7. 机器视觉系统之尺寸检测功能编程与调试
8. 机器视觉系统之颜色识别功能编程与调试
9. 机器视觉系统之灰度识别功能编程与调试
10. 机器视觉系统之基于灰度模板匹配功能编程与调试
11. 机器视觉系统之基于边缘轮廓模板匹配功能编程与调试
12. 机器视觉系统之条码识别功能编程与调试
13. 基于本系统的其他综合性开发性实训实验项目